
The comparison between Equi-depth teeth and Tapered teeth
Equi-depth teeth refer to extended epicycloid bevel gears, which primarily include the Oerlikon and Klingelnberg systems. In contrast, tapered teeth refer to spiral bevel gears that utilize the Gleason system.
Currently, the Cycloid system (Equi-depth) and the Gleason system (Tapered) are the two dominant gear tooth systems for bevel gears worldwide.
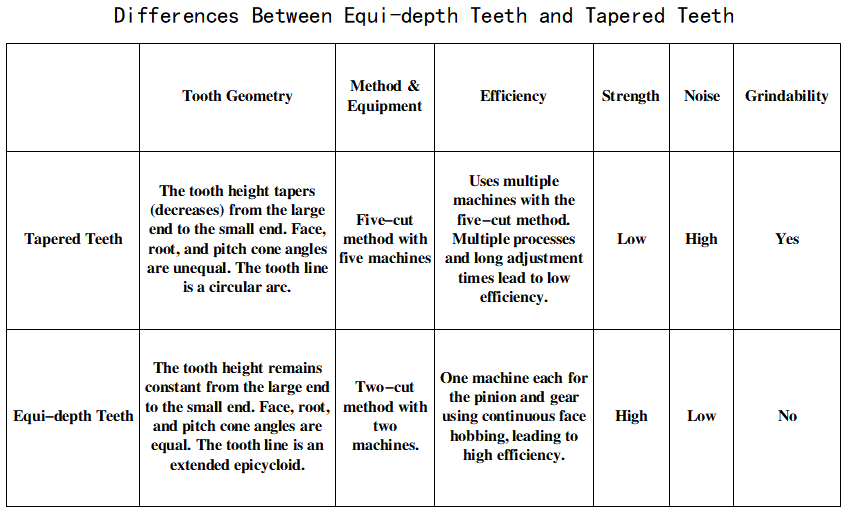
For equi-depth teeth, the whole depth remains constant when viewed from the large end (heel) to the small end (toe) of the tooth. Geometrically, the lines representing the addendum circle (tooth tip) and the pitch circle (pitch line) are parallel to each other.
In the Gleason tapered tooth system, the whole depth is not uniform; it gradually decreases from the large end to the small end. Geometrically, the lines for the addendum circle and the pitch circle eventually intersect at a single point (the cone apex).
In simple terms, equi-depth teeth maintain a constant tooth height from the large end to the small end, while tapered teeth feature a tooth height that progressively diminishes from the large end to the small end.


Advantages of Equi-depth Gears:
Longer Service Life: According to experts from Gleason and Oerlikon, when comparing extended epicycloid equi-depth gears with tapered gear products of the same model, equi-depth gears offer significantly higher strength. The bending strength of the pinion (small gear) can be increased by over 10%, while the bending strength of the gear (large wheel) can be increased by over 14%. Furthermore, the contact fatigue life can be improved by more than 30%.
Smooth Transmission: Due to the larger tooth line curvature and higher overlap coefficient (contact ratio) of extended epicycloid equi-depth teeth, as well as characteristics such as slight inner diagonal contact in the contact zone, these gears operate with lower noise and provide a smoother transmission during operation.
For a long period, tapered teeth dominated the global market with an absolute advantage. However, the market landscape began to shift following the introduction of six-axis CNC gear milling machines by companies like Gleason and Oerlikon.
These advancements significantly simplified the design, calculation, and machining adjustments for equi-depth gears. Moreover, making adjustments to the contact zone became faster and more straightforward. Consequently, the application of equi-depth gears in the automotive industry has become increasingly widespread.
Currently, equi-depth gears are extensively utilized by global automotive giants and suppliers, including DaimlerChrysler, BMW, American Axle & Manufacturing (AAM), ArvinMeritor, Toyota, and Honda.
Since equi-depth gears are manufactured using the face hobbing method (continuous indexing), they offer superior operational performance and better impact load resistance. This allows them to better meet the requirements of automotive drive axles for high rotational speeds, high gear ratios, low noise, and high stability.

Furthermore, when comparing equi-depth gears to tapered gears of the same model, the bending strength of the pinion is increased by over 10%, the bending strength of the gear is increased by over 14%, and the contact fatigue life is improved by 30%, significantly extending the overall service life of the gears.
Despite these irreplaceable advantages, equi-depth gears exhibit high sensitivity in the contact zone during machining. In cases where the machining precision of related components or assembly accuracy cannot be guaranteed, repeated adjustments are often required.
Currently, the most advanced international software for equi-depth gear calculation and analysis includes Gleason’s CAGE4Win and Klingelnberg’s KIMOS. For a long time in China, the absence of independent software for equi-depth adjustment, calculation, and analysis remained a “bottleneck” (or critical weakness) hindering the full domestic realization of autonomous equi-depth gear production.
In terms of application, Oerlikon equi-depth gears are predominantly used in the automotive industry, primarily by European automakers. Meanwhile, in countries such as Japan, the United States, China, and Russia, the Gleason system continues to hold a dominant position in the automotive sector.
Specific differences between equi-depth and tapered teeth:
Differences in Machine Kinematics (Motion Control):
The Gleason system primarily utilizes the intermittent indexing method (Face Milling). In this process, the cradle performs a reciprocating motion for each individual tooth slot processed. During the cutting phase, there is no continuous synchronized linkage between the tool and the workpiece.
In contrast, the Oerlikon system employs the continuous indexing method (Face Hobbing). The cradle completes its reciprocating motion only after the entire gear is processed. During this operation, a strict kinematic linkage must be maintained between the tool and the workpiece: as the cutter head rotates through one set of blades, the workpiece must rotate by exactly one tooth, allowing the next set of blades to enter the subsequent tooth slot.
Consequently, when utilizing CNC gear-cutting machines, processing Oerlikon-system gears requires one additional CNC axis (for synchronization) compared to processing Gleason-system gears.


Differences in Tooth Surface Geometry:
In the Gleason system, the tooth longitudinal curve is an arc of a circle. The tooth height tapers from the large end (heel) to the small end (toe). Comparatively, the variation in the spiral angle between the toe and the heel is relatively small.
In contrast, the tooth longitudinal curve of the Oerlikon system is a segment of an extended epicycloid. The tooth height remains constant between the large and small ends. Relatively speaking, there is a more significant difference between the spiral angles at the toe and the heel.
(3) Differences in Tooling Structure:
In the Gleason system, the cutter blades do not need to be arranged in groups. The number of blades primarily affects the machining efficiency and surface finish. All inner blades (or outer blades) on the cutter head are positioned on the same conical surface.
The Oerlikon system, however, requires blades to be arranged in groups, with each group containing at least one inner blade and one outer blade. The projection of the cutting edges onto the end face of the cutter head is tangent to an offset circle centered at the cutter head axis.
Differences in Manufacturing Processes:
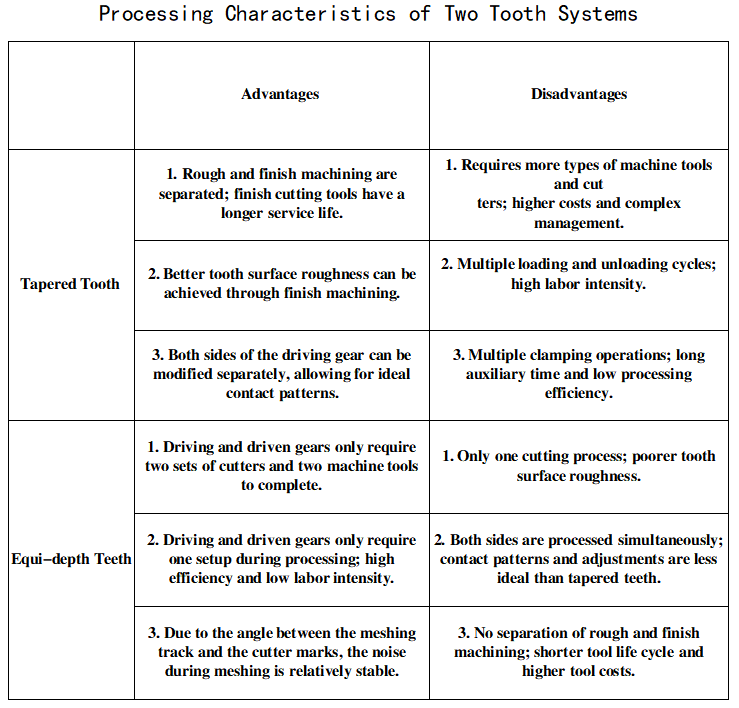
The Gleason system commonly employs the “Five-Cutter Method” (Five-cut method). This involves five distinct operations: rough cutting and finish cutting for the gear (large wheel), and rough cutting, concave-side finish cutting, and convex-side finish cutting for the pinion (small gear).
Consequently, producing a single gear set requires five different cutter heads and five separate machines, necessitating five individual loading and unloading cycles for the workpieces. This results in a large equipment footprint and high labor intensity.
The Oerlikon system utilizes the “Two-Cutter Method” (Two-cut method), where roughing and finishing are completed in a single pass. Processing a gear set requires only two cutter heads and two machines, with the operator performing only two loading/unloading cycles. This significantly reduces the floor space required and lowers labor intensity.


Differences in Tooth Surface Quality:
In the Gleason system, roughing and finishing are performed as separate operations, and the gears can be ground (gear grinding), resulting in superior surface finish. In the Oerlikon system, roughing and finishing are completed in a single pass, and grinding is generally not applicable; therefore, the surface finish is relatively lower.
However, because the Oerlikon system utilizes continuous indexing, the cutter blades themselves perform the indexing function, leading to higher indexing accuracy on the tooth surface. Furthermore, the tool marks (feed marks) on Oerlikon tooth surfaces form a large angle relative to the contact lines. This results in relatively lower noise. In production practice, test bench results indicate that Oerlikon gears are approximately 30% stronger than Gleason gears and can reduce noise levels by 3 to 5 decibels.
(6) Differences in Tooth Surface Design and Optimization Methods:
Gleason system gears utilize the single-side method for processing. This allows different reference points to be selected for the concave and convex sides respectively, enabling the tooth surfaces to be designed and optimized independently. Consequently, the contact patch (contact zone) is easier to control.
Conversely, both the gear and pinion in the Oerlikon system are processed using the completing method (double-side method). This requires the same reference point to be used for both the concave and convex sides during design. Since both sides of the tooth must be optimized simultaneously, the contact patch is relatively more difficult to control and adjust.
Domestic experiments in China have indicated that the Gleason system offers slightly better strength, while equi-depth gears perform better in terms of noise and transmission stability, though the differences are not substantial.
Because the completing method (double-side cutting) processes both sides of the tooth slot in a single clamping, adjusting the contact patch can be challenging to master. In contrast, tapered gears utilize the single-side method for pinion finishing, allowing for independent adjustment of the contact zone on either the convex or concave sides.
However, modern machinery such as the Oerlikon C-series and the Gleason Phoenix II series are capable of processing both tooth systems, suggesting a trend toward technological convergence in the future.
In terms of manufacturing workflow for mass production, equi-depth gears typically require only two machines, whereas tapered gears require five. For small-batch or single-piece production, the continuous indexing used for equi-depth gears offers higher efficiency due to the concentration of operations within a full-sequence process.
Furthermore, the latest Gleason Phoenix series dry-cutting machines are now capable of cutting equi-depth teeth as well. Consequently, the technical distinctions between the two companies’ technologies are becoming increasingly blurred.
