In the high-torque environments of modern commercial trucks and the high power-density requirements of passenger vehicles (especially EVs), the gear design logic has shifted from “preventing breakage” to “controlling micro-evolution under extreme conditions.” The performance of high-end gears now depends on managing
Core Material Technology
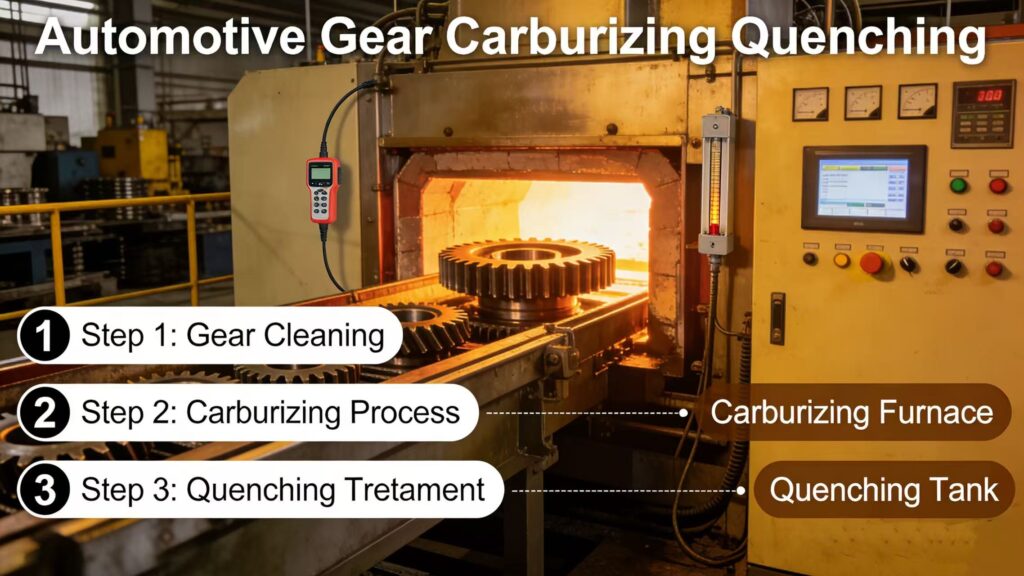
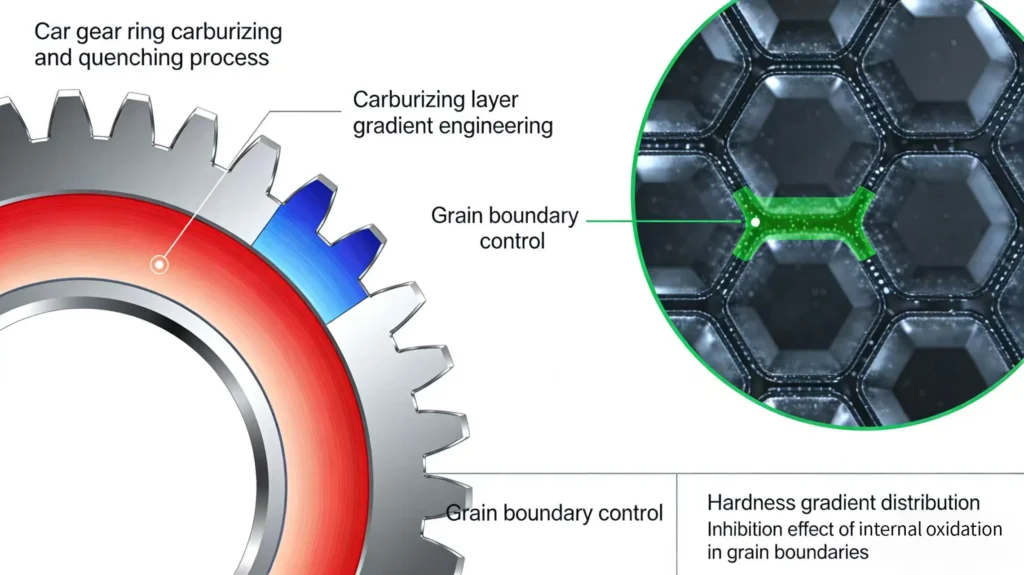
Gradient Engineering and Grain Boundary Control: gears (such as final drive ring gears or gearbox speed gears) universally employ carburizing and quenching, but the true technical barrier lies in the precise manipulation of the hardness gradient.
Non-linear Design of Effective Case Depth (CHD): A deeper case is not always better. The CHD must be matched to the specific coordinates of maximum shear stress in the sub-surface. Insufficient depth leads to surface “crushing” under extreme pressure, while excessive depth causes the core to lose toughness, making it unable to absorb instantaneous impacts during truck gear shifts.
Inhibition of Internal Oxidation: In conventional carburizing, alloying elements (such as Cr and Mn) tend to oxidize at grain boundaries, creating non-martensitic structures that can reduce root bending fatigue strength by over 30%. Leading-edge processes now utilize Low-Pressure Carburizing (LPC) combined with high-pressure gas quenching to eliminate the oxidation layer at its source, significantly enhancing reliability under heavy loads.

Surface Strengthening: From Single Peening to Composite Stress Field Construction
For commercial vehicle transmission components requiring a service life of over 1 million kilometers, conventional machining stress relief is no longer adequate. Dual Shot Peening has become the standard formula for high-performance gears.
High-energy Impact Layer: Initially, large-diameter steel shot is used for primary peening to establish a broad residual compressive stress field 0.15mm – 0.3mm below the tooth surface, preventing the initiation of sub-surface fatigue cracks.
Surface Intensity: Subsequently, ceramic micro-beads with a diameter of approximately 0.1mm are used for secondary coverage. The technical objective is to push the peak surface compressive stress to its limit and achieve grain nanocrystallization, effectively shielding the surface and significantly delaying the onset of pitting.
Dynamic Optimization: Micro-Reconstruction for EV NVH Challenges
As passenger vehicles enter the pure electric era, motor speeds typically hover between 16,000 and 20,000 rpm. At these speeds, the high-frequency whining noise generated by gear meshing becomes a critical technical challenge.
High Contact Ratio (HCR) and Helical Optimization: By increasing longitudinal contact ratios, it is ensured that more than two pairs of teeth share the load at any given instant, thereby smoothing out fluctuations in time-varying mesh stiffness.
Isotropic Superfinishing: Introducing chemically accelerated polishing after the grinding stage reduces surface roughness to Ra < 0.1μm. This mirror-like finish not only reduces oil-churning losses (extending driving range) but, more importantly, eliminates the high-frequency excitation caused by grinding marks, providing the reducer with superior sound quality.

Chemical Intervention: Physical Film Formation of EP Additives
Automotive gears operate under boundary or mixed lubrication conditions year-round, making their lifespan highly dependent on the instantaneous reaction capability of Extreme Pressure (EP) additives in the gear oil.
Sacrificial Protective Film: Under the instantaneous high temperatures of heavy-load contact, sulfur and phosphorus elements in the oil react chemically with the metal surface to form a nanometer-scale iron sulfide or iron phosphate film. This film prevents scuffing caused by direct metal-to-metal contact through “self-sacrifice.”
Low Viscosity Challenges: To enhance energy efficiency, modern automotive oils are trending toward ultra-low viscosity. This imposes stricter requirements on the micropitting resistance of gears, forcing the manufacturing process to compensate for the risks of oil film thinning through advanced lead and profile modification.
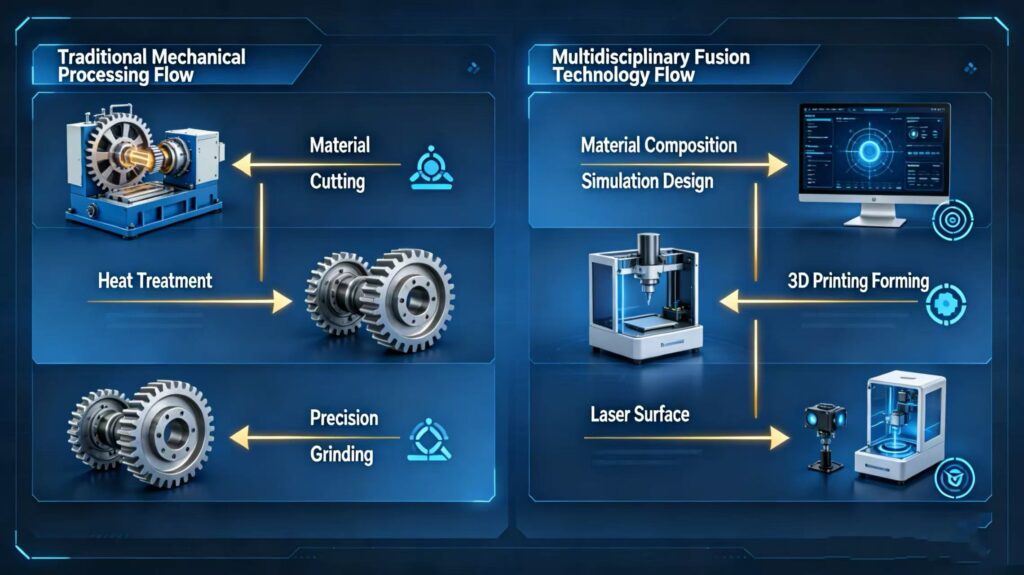
Modern automotive gear technology has evolved from traditional machining into a multidisciplinary field of materials science, micromechanics, and interface chemistry. Every micrometer of modification and every Pascal of residual stress is a calculated move in the delicate balance between lightweighting and ultra-long service life.